Get more information on the following steps to ensure a quality installation and reliable operation of a repaired or replaced motor.
Find out more about these application-specific considerations for operational monitoring and maintenance.
Safety + Environment Considerations
Ensure a quality installation and reliable operation of a repair or replacement motor.
Safety and environmental considerations should be the utmost priority. By adhering to best practices, you will lay a solid foundation for a quality installation and reliable operation of a repaired or replacement motor.
Motor Data + Verification
Create a motor data verification sheet for recording the nameplate data and electrical and mechanical parameters at the time of installation and startup. These baseline values will be extremely helpful for determining the application’s life-cycle cost and recognizing any change in operating characteristics.
PRO TIP Attach a digital photo of the nameplate for reference in case of errors in the recorded data.
Download the tips and sample data verification sheet below to effectively document this data and work toward a successful installation.
The foundation and base must adequately support the motor’s weight and withstand its torque forces. Concrete foundations should be level and provide ample structural stiffness and vibration damping properties. The base must absorb vibratory forces without exciting resonance in the mechanical system. Steel bases mounted on concrete should be set in grout and securely anchored. Sliding bases used for belt adjustment must rigidly secure the motor.
- Follow all applicable electrical codes.
- Lock out and tag out all potential energy sources before working on the motor.
- To avoid electrical faults, make sure connections are right and appropriately insulated. Don’t use wire nuts.
- Record the motor no-load current on the motor data sheet.
- Install the connection box cover.
Align the motor to the driven machine, especially if the two are direct-coupled. Misalignment can cause high vibration levels that damage bearing and loosen mountings. Laser instruments are available for aligning both coupled and belted drives. If alignment tolerances aren’t available from the machinery manufacturer, use those found here:
Alignment procedures include testing for and correcting a “soft foot” – a common problem where the mounting feet aren’t coplanar and therefore do not all sit flat on the motor base. Unless this problem is identified and corrected with shims, tightening the mounting bolts could twist the motor frame. Soft-foot tolerances are suggested in the table above.
Before installing a motor that has been in storage for more than a few weeks, you’ll want to check a few things to ensure a safe and effective startup.
- Inspect and clean the motor to restore it to “as shipped” condition. If the motor has been subjected to vibration, disassemble it and check for bearing damage. Replace any damaged bearings. On grease-lubricated motors, the bearing cavities should have been filled with grease for storage.
- To protect the windings from contamination, remove the drain plugs before adding the lubricant specified on the lubrication plate. Then purge the old or excess grease from the bearing cavity by running the motor at no load for 10-20 minutes and replace the drain plugs. If any moisture is present in the purged grease, the bearings are probably rust damaged and should be replaced.
- If the motor has been stored for several years, the grease has likely dried out or separated, and the drainpipe is probably plugged up. In that case, it will be necessary to disassemble the motor, clean out the old grease and repack the bearings with the appropriate amount of the specified lubricant. To prevent winding contamination, drain oil-lubricated motors before moving them.
- After installation, fill the reservoir with the manufacturer’s recommended lubricant. Test the winding’s insulation resistance and dielectric absorption ratio and record the results. If the IR and DAR test results are satisfactory, perform no-load test operation.
Before putting a repaired or replacement motor in service, briefly start it to check its operation. If the motor vibrates or emits unusual noises or odors, immediately de-energize it and look for the cause.
- If the motor operates normally, allow it to reach full speed before shutting off the power. Always lock out and tag out the motor before connecting the driven load. Once the motor and driven load operate properly, record the full-load voltage and current for all three phases on the motor data sheet for this installation. If possible, also record the input power with load.
- If the motor is so equipped, monitor the bearing and winding temperatures until they reach a steady state. Document these values as well as the ambient temperature and humidity. For critical applications, record the initial vibration signature of the complete machine as a baseline for a predictive maintenance program.
Maintenance practices have evolved from reactive to predictive, making it possible to operate with fewer spare motors, smaller staffs, less downtime and lower operating costs.
To maximize equipment life, compare baseline installation data from your motor data sheet with future test results as part of a preventive or predictive maintenance program. Trending the data helps operators recognize changing conditions and prevent catastrophic failures. Should a failure occur, trending could also help identify the cause.
PRO TIP Local service center professionals can be invaluable resources for this. Find one near you.
The maintenance performed during normal motor operation and planned outages ranges from random to regularly scheduled monitoring, although its frequency may depend on the size, location and critical nature of the application. To draw useful comparisons, baseline variables must correlate with those recorded during the initial startup or after repairs were made.
Methods for Determining Motor/System Baselines
Changes in motor/system vibration readings provide the best early warning of developing problems in the motor or a system component. Other parameters to monitor may include the operating temperature of critical components, mechanical tolerances, and overall system performance.
Motor-specific baselines include records of electrical, mechanical and vibration tests performed when motors are placed in operation or before they are put in storage.
Ideally, baselines would be obtained for all new, repaired and in situ motors.
Baselines for motors often include some or all of the following:
- Load current, speed and terminal voltage. These changes usually indicate that a vital system component is damaged or about to fail. Other electrical tests may include insulation resistance, lead-to-lead resistance at a known temperature, no-load current, no-load voltage, and starting characteristics.
PRO TIP Some changes in the current and speed may be normal, depending on the type of load.
- Motor current signature analysis. This test diagnoses squirrel cage rotor problems. It’s more accurate if a baseline is established early in the motor’s life.
- Mechanical tests. These normally consist of measuring shaft runout and checking for a soft foot.
- Vibration. Although overall vibration readings can be used as baseline data, Fast Fourier Transform spectra in all three planes at each bearing housing are preferred.
- Infrared thermography. This tool can detect changes in the operating temperature of critical motor components, especially bearings.
- New motor baselines. Comparing factory terminal winding resistance and no-load amps with data taken under load can be useful when monitoring the condition of a new motor or troubleshooting system problems. Factory baselines are often available from the manufacturer or its website. The accuracy of factory data depends on how it was obtained, but it’s usually sufficient for field use.
Baseline data for a newly installed motor could reveal an error and prevent a premature motor failure. Rather than simply “bumping” a motor for rotation before coupling it to the load, operate it long enough to measure the line current for all three phases, as well as the voltage and vibration levels.
PRO TIP Comparing the baselines of a failed motor and its replacement could reveal application- or process-related weaknesses in the system.
Repaired motor baselines. Service centers usually provide no-load and/or full-load test data for repaired motors, including voltage, current and vibration spectra. Comparing these results with historical baselines and those obtained onsite when the motor is returned to service may confirm the quality of the repair or possibly reveal underlying system problems. For newly repaired motors that have been in operation many years, baseline comparisons are invaluable for root cause failure analysis and may even expose consequential damage from certain kinds of failures. To correctly identify cause and effect and prevent a recurrence, always investigate equipment failure at the system level.
Power factor is the ratio of kW (kilowatts) to kVA (kilovolt-amperes) in an AC circuit, which for a given load (kW) will be between 0 and 1. 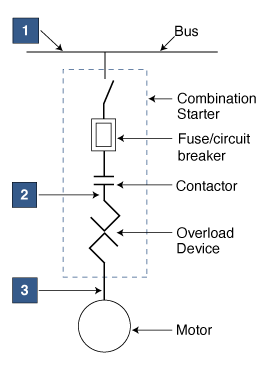
Raising a low power factor will decrease the current flow through the motor’s power cables and other equipment and therefore reduce heating and thermal aging. It may also reduce energy costs (where applicable) by decreasing or eliminating electrical utility surcharges for low power factor.
This figure shows where power factor correction capacitors could be installed in a motor circuit. Location 2 is usually best for most motors, and Location 3 is usually better than Location 1.
- Locations 2 or 3 are offline when the motor is offline; Location 1 is always energized. This could lead to overvoltages and transient torques if other motors or other inductive equipment are on the bus.
- Location 3 requires downsizing the protective devices because of the reduced current flow.
- Location 3 could introduce high amplitude switching transients or current surges into motors that jog or switch frequently–e.g., elevator, multispeed, open transition autotransformer or wye-delta start motors, and some part-winding start motors (except so-called extended- or double-delta models). Location 1 is better for such applications.
DOWNLOAD MORE INFO
Harmonics + Filtration Systems
Some electrical system loads (like electronic power supplies for digital equipment) draw current in distorted waveforms that contain harmonic frequencies (i.e., multiples of the line frequency). Associated harmonic voltages may then be present in motors on the system, causing increased motor losses.
PRO TIP Use power quality monitoring equipment to detect haronics and filters to control them, extending your motor's life.
